Moulding Sand Preparation Plant for
High Chrome Grinding MediaA new High Chrome grinding media manufacturing plant for Scaw Metals in South Africa
Scaw Metals, a member of the Anglo American PLC group based in Germiston Johannesburg is South Africa’s leading producer of high chrome grinding media for the mining industry.
As part of Scaw’s multi million Rand expansion programme in their High Chrome Foundry, Orthos Projects Ltd was awarded the turnkey contract to design and build a new state of the art sand preparation plant, part of a complete new grinding media manufacturing facility.
The new plant needed to showcase the very latest high technology, energy efficient equipment with integrated computer and plc control systems. The Disamatic moulding machine chosen for its versatility and rapid production capabilities was to be used with sand supplied by an Orthos Sand plant with an Eirich mixer at its heart.



With over 25 years experience in foundry engineering Orthos Projects Ltd proved they had the technical merit, track record and innovative capability to produce the exact specification of green sand preparation plant required.
Orthos Projects Ltd. engineered the plant in the UK with all key components supplied from the UK. The detail design and supply of structural steelwork, construction labour and electrical control systems were sourced locally through Orthos’s long standing manufacturing partners Industrial SprayBooths in Cape Town.
The close supervision of Orthos Projects engineers ensuring that the plant was built on time and in budget, with an extremely quick project turn round of just 12 months from order placing to first production.
A new 26m high tower building houses the complete sand preparation plant capable of supplying the Disamatic moulding machines requirements, incorporated within the plant is an Eirich intensive batch mixer chosen for its high degree of sand preparation, reliability and low maintenance. Return sand cooling is achieved using an, Orthos designed and built, Pre-mixer Cooler, one of a family of field proven units available for duties up to 150 tph reducing sand temperatures to below 40oc from inlet temperatures in excess of 90oc, while maintaining consistent return sand moisture.
High powered magnetic separation in the form of overband and drum magnets, together with fine screening were necessary to remove the relatively non-magnetic high chrome particles from the sand.
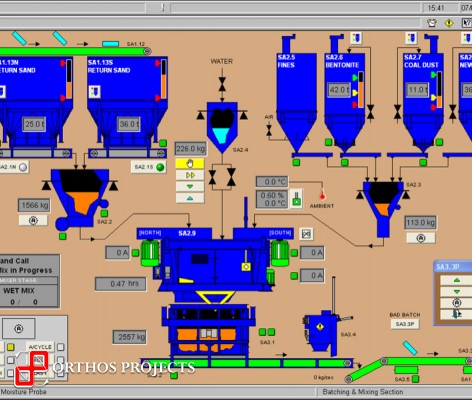
Level control in all silos and storage hoppers is achieved using load cell weighing. Plc controlled batch weighing of return sand, bentonite, coal dust, new sand, dust-filter fines and water together with the Eirich moisture controller ensures high quality consistent moulding sand.
Online testing of compactability and shear strength using the Eirich Qualimaster provides closed loop control of moisture to suit compactability requirements and bentonite levels according to the required green shear strength.
Batch recipes are automatically selected for the mould pattern being used, as are the knockout drum water addition rates, interlocks with the Disa AMC and Auto pour unit ensures water is only dosed when a poured mould enters the knockout drum.
Plant visualisation and the operator control interface is provided using a Citect Scada with a modem connection allowing remote observation, fault diagnosis and trouble shooting by Orthos technical staff anywhere in the world.
An important consideration has been to comply with current European environmental regulations, by reducing the amount of dumped materials. Dust filter fines from the sand plant extraction systems are pneumatically conveyed to a silo above the sand mixer and are automatically dosed along with the bentonite, coal dust and new sand according to the batch recipe required, significantly reducing the amount of reusable material which would otherwise be dumped.