Brake Disc Foundry - Czech Republic
A new Brake Disc Foundry for Brzdove Automobilove Kotouce in the Czech Republic
The commissioning of additional manufacturing facilities by European Automotive Components (EURAC) has generated the claim that the organisation is now Europe’s leading manufacturer of brake disc and drum castings. The new facility at BAK is located at Hradec Kralove in the Czech Republic. Eurac’s reasons for the establishment of a world class foundry was its desire to broaden the group’s portfolio, satisfy the requirements for solid brake discs, respond to the overall increased demand for its products and expand on the “best practice” foundry knowledge. The Czech Republic was chosen because of it being a competitive cost base, its good geographical location and transport links to the expanding eastern European automotive sector.






The transformation of an idea into reality was carried out rapidly, contract negotiations to buy the land completed in June with the foundry being up and running by May of the following year. This remarkably short run up was in no small part achieved through the involvement at an early stage of Orthos Projects acting as the principle engineers on the project.
When planning a new manufacturing facility it is always helpful to have the opportunity to plan with a relatively free hand. From past experience working on the foundry redevelopment at PDC in Poole UK part of the EURAC group, Orthos Projects knew exactly the type of plant and equipment would be required for the Czech foundry in order to achieve annual production of four million top quality brake discs.
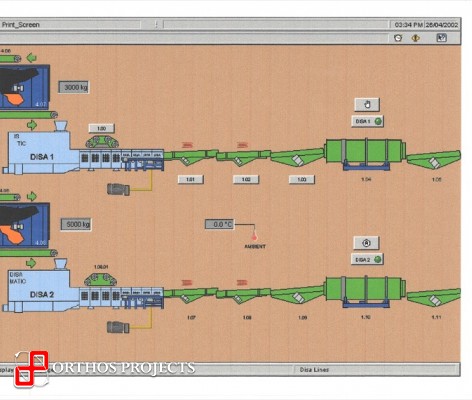
- Two moulding lines each with Disamatic 2013 moulding machines.
- Didion knockout drums.
- Electric melting in two six tonne Inductotherm furnaces with wire feed inoculation.
- Two heated Autopour units with Laserpour systems.
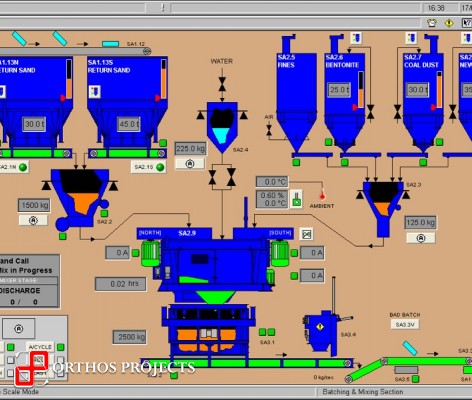
- Orthos Sand plant complete with Eirich DW29/4000 Batch mixer.
- Automatic sand controls with the Eirich AT1, plc and Citect Scada operator interface.
- USF Tumble-Blast shot blast
The new plant needed to showcase the very latest high technology, energy efficient equipment with integrated computer and plc control systems which could be monitored on line from the UK to aid the operation by local foundry personnel new to the technology.
Well proven for the manufacture of brake discs, Disamatic moulding machines would be used.
With 25 years experience in foundry engineering Orthos Projects Ltd proved they had the technical merit, track record and innovative capability to produce the exact specification of green sand preparation plant that was required.
The sand plant was designed and engineered in the UK by Orthos Projects Ltd. with key components and electrical control systems supplied from the UK. The detail design and supply of structural steelwork, together with the construction labour were sourced locally.
With the close supervision of Orthos Projects engineers ensuring that the plant was built and commissioned on time and in budget, with an extremely quick project turn round of less than 12 months from order placing to first production.
A new tower building houses the complete sand preparation plant capable of supplying the two Disamatic moulding machines requirements, incorporated within the plant is an Eirich intensive batch mixer chosen for its high degree of sand preparation, reliability and low maintenance. Return sand cooling is achieved using an Orthos designed and built, Pre-mixer Cooler, one of a family of field proven units available for duties up to 150 tph, reducing sand temperatures to below 40oc from inlet temperatures in excess of 90oc, while maintaining consistent return sand moisture.
An Orthos designed Rotary Screen and Over-belt magnets ensure the return sand is free from lumps and metallic scrap. Prepared sand is freshly aerated before being delivering to the Disa SSU Hopper and feeder by an Orthos designed over belt unit.
Level control in all silos and storage hoppers is achieved using capacitance level probes. Plc controlled batch weighing of return sand, Bentonite, coal dust, new sand and water together with the Eirich moisture controller ensures high quality consistent moulding sand.
Online testing of compactability and shear strength using the Eirich Qualimaster provides closed loop control of moisture to suit compactability requirements and Bentonite levels according to the required green shear strength.
Plant visualisation and the operator control interface is provided using a Citect Scada with a modem connection allowing remote observation, fault diagnosis and trouble shooting by Orthos technical staff anywhere in the world.