Grey Iron Casting Installation - AGA
Coalbrookdale, a place with over 300 years experience of iron casting and recognised today as the birthplace of industry. Generations of people living in this small valley in Shropshire known locally as “The Dale” have worked at the foundry and its craftsmanship and history are known throughout the world.
The Coalbrookdale Foundry Company was formed in 1709 by Abraham Darby to manufacture castings for the railroad industry; today they manufacture castings for the famous AGA cooker, stoves and central heating systems.








In August 2000 the foundry entered a new era with the installation of a new Disamatic GFD 230 mould line and Orthos Sand Plant. This was the single most expensive investment project in the history of Aga-Rayburn and work was finished on schedule.
With the new Disa and sand plant the foundry could attain greater consistency in casting quality plus improved production flexibility.
Installation of the Sand Plant by the Principle Contractor Orthos Projects Ltd. commenced in June 2000 and continued until the end of July, commissioned and ready to run up to full production by September that year.
The new sand plant needed to showcase the very latest high technology, energy efficient equipment with integrated computer and plc control systems, and Scada plant visualisation.
With over 20 years experience in foundry engineering Orthos Projects Ltd proved they had the technical merit, track record and innovative capability to produce the exact specification of green sand preparation plant that was required.
Orthos Projects engineers ensuring that the plant was built on time and in budget, with an extremely quick project turn round of just 10 months from order placing to first production.
Due to local planning restrictions it was not possible to supply a tower plant therefore Orthos Projects came up with a layout to fit the building space available, utilising an Eirich DEV 29 batch mixer chosen for its high degree of sand preparation, reliability and low maintenance with an Eirich AT1 Qualimaster online sand tester. Return sand cooling was achieved using an Orthos designed and built Pre-mixer Cooler, one of a family of field proven units available for duties up to 150 tonnes per hour reducing sand temperatures to below 40°C from inlet temperatures in excess of 90°C, while maintaining consistent return sand moisture.
An Orthos designed rotary screen and over belt magnets ensure the return sand is free from lumps and metallic scrap. Prepared sand is freshly aerated before being delivering to the Disa by an Orthos designed over belt unit.
Plc controlled batch weighing of return sand, bentonite, coal dust, new sand, and water together with the Eirich moisture controller ensures high quality consistent moulding sand.
Online testing of compactability and shear strength using the Eirich Qualimaster provides closed loop control of moisture to suit compactability requirements and bentonite levels according to the required green shear strength.
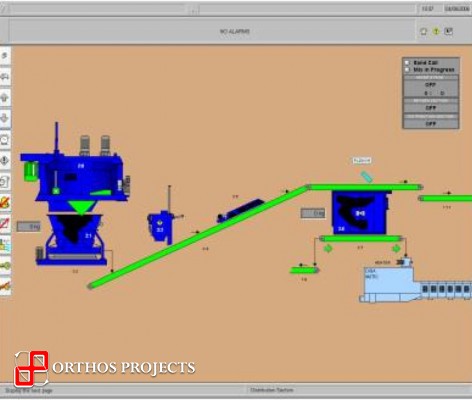
Plant visualisation and operator control interface is provided using a touch screen Scada with a modem connection allowing remote observation, fault diagnosis and trouble shooting by Orthos technical staff anywhere in the world.